
昆明Q345C热浸工字钢 轧三 12#工字钢 高频焊接
昆明Q345C热浸钢 轧三 12#钢 高频焊接对此厂部领导一方面要求及时和部门沟通,说明利害;另一方面组织技术人员,烧结作业区制定详细的预案,把生石灰质量变差对烧结生产的危害降到,以提高生石灰细度为突破口。初期由于生产率过高,生石灰<3㎜的粒级只有75-80%,烧结矿仍有白点存在,后组织力量对四辊破碎锤头衬板进行更换,加强操作过程的监控。提高操作工的认识和责任心,很快扭转了局面,生石灰细度合格率在夹生率60%以上的情况下,达到85%左右。

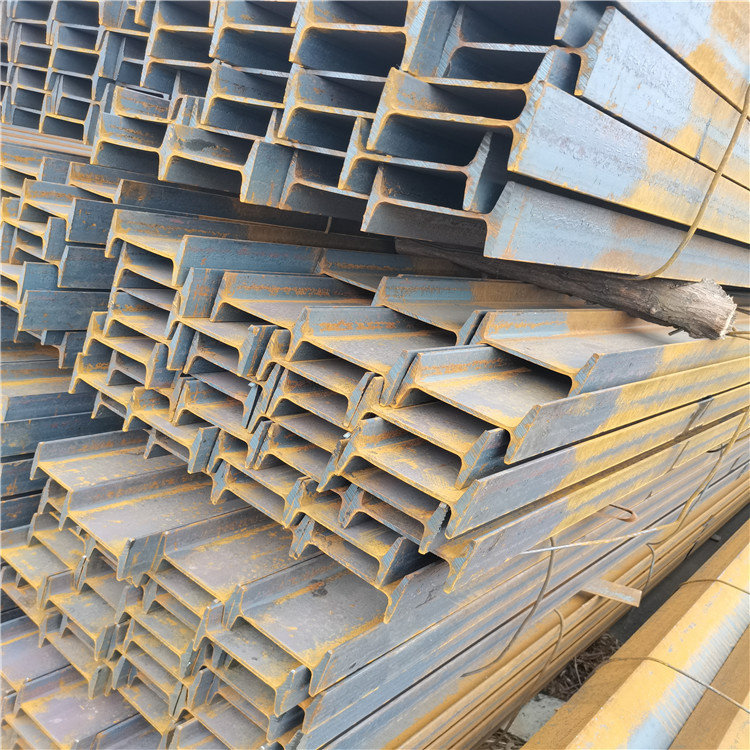
轧三特钢,钢也称为钢梁(英文名称 Universal Beam),是截面为形状的长条钢材。钢分普通钢和轻型钢。是截面形状为型的型钢。

钢主要分为普通钢、轻型钢和宽翼缘钢。按翼缘与腹板高度 比又分为宽幅、中幅、窄幅宽翼缘钢。前二者生产的规格为10—60号,即 相应的高度为10 cm—60 cm。在相同高度下,轻型钢翼缘窄、腹板薄、重 量轻。宽翼缘钢又称H型钢,断面特点是两腿平行,且腿内侧没有斜度。 它属于经济断面型钢,是在四辊轧机上轧制的,所以又称“钢”。
轧三特钢钢的规格是用腰宽的厘米值来表示的,如10号钢,其腰宽为10cm。钢的种类有热轧普通钢、轻型钢和宽平行腿钢(H型钢 示为 0~No.63,腿内侧壁斜度为1:6。轧制钢的孔型系统有直轧孔型系统、斜轧孔型系统和混合孔型系统。此外,钢还可以采用特殊轧法。

昆明Q345C热浸钢 轧三 12#钢 高频焊接为了保证钢的纯净度,要求脱碳量大于.2%左右。随着炉外精炼技术的发展,电弧炉的氧化精炼大多移到钢包或精炼炉中进行。精炼期:炼钢过程通过造渣和其他方法把对钢的质量有害的一些元素和化合物,经化学反应选入气相或排、浮入渣中,使之从钢液中排除的工艺操作期。还原期:普通功率电弧炉炼钢操作中,通常把氧化末期扒渣完毕到出钢这段时间称为还原期。其主要任务是造还原渣进行扩散、脱氧、脱硫、控制化学成分和调整温度。目前高功率和超功率电弧炉炼钢操作已取消还原期。搬运时戴上瓶盖,不能倒置、冲击,慎重操作,不允许放在日光下直射及高温、附近有危险物等场所。5其它材料:型钢、圆钢、管道支、吊架、管卡子、机油、填料、垫料、电气焊条及防腐涂料等均应符合设计要求。2主要机具:2.2.1机具:锯管机、套管机、台钻、手电钻、 、电焊机、空气压缩机、 弯管机、步话机等。2工具:管钳、压力案子、手锯、手锤、调管 支架;钢锯、锉、板牙、扳手、活扳手;氧气瓶、气瓶、氧气表、压力表、表、气焊、割;电焊把线、电焊钳子、克丝钳子、改锥;榔头、錾子、发烟等。
轧三特钢,型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主轴的惯性矩相差较大,故仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局限。钢广泛地应用于建筑或 其他金属结构。
普通钢,轻型钢,由于截面尺寸均相对较高、较窄,故对截面两个主轴的惯性矩相差较大,这就使其在应用范围上有着很大的局限。钢的使用应依据设计图纸的要求进行选用。
在结构设计中选用钢应依据其力学性能,化学性能,可焊性能,结构尺寸等选择合理的钢进行使用。
昆明Q345C热浸钢 轧三 12#钢 高频焊接对烘干系统进行技术改造原料的脱水效果对造球成球过程具有较大影响。原设计采用的2.8m25m,转筒干燥机一台,兼有混合及干燥作用。干燥热源温度为700℃~800℃(采用式烧嘴),干燥后水分控制在7.5%~8.5%。投产至今烘干筒内扬料板大部分脱落,原料的烘干脱水效果较差且在干燥炉内形成正压,热气流无法穿过料层。为改善烘干效果,于2005年7月份对其进行改造:增加一组风机,采用强制式给风燃烧,烘干效果得到较大改善,各种指标列于表1。
钢其规格以高×腿厚×腰厚表示,也可用号数 表示规格的主要尺寸。如18号钢,表示高为18 cm的钢。若高度相同 的钢,则可在号数后面加注角码a或b或c予以表示,如36a、36b、 36c等。它分为普通钢、轻型钢和宽翼缘钢。按翼缘与腹板高度 比又分为宽幅、中幅、窄幅宽翼缘钢。前二者生产的规格为10—60号,即 相应的高度为10 cm—60 cm